Formerly known as Anchal Lifesciences fastest growing company
About Unit I
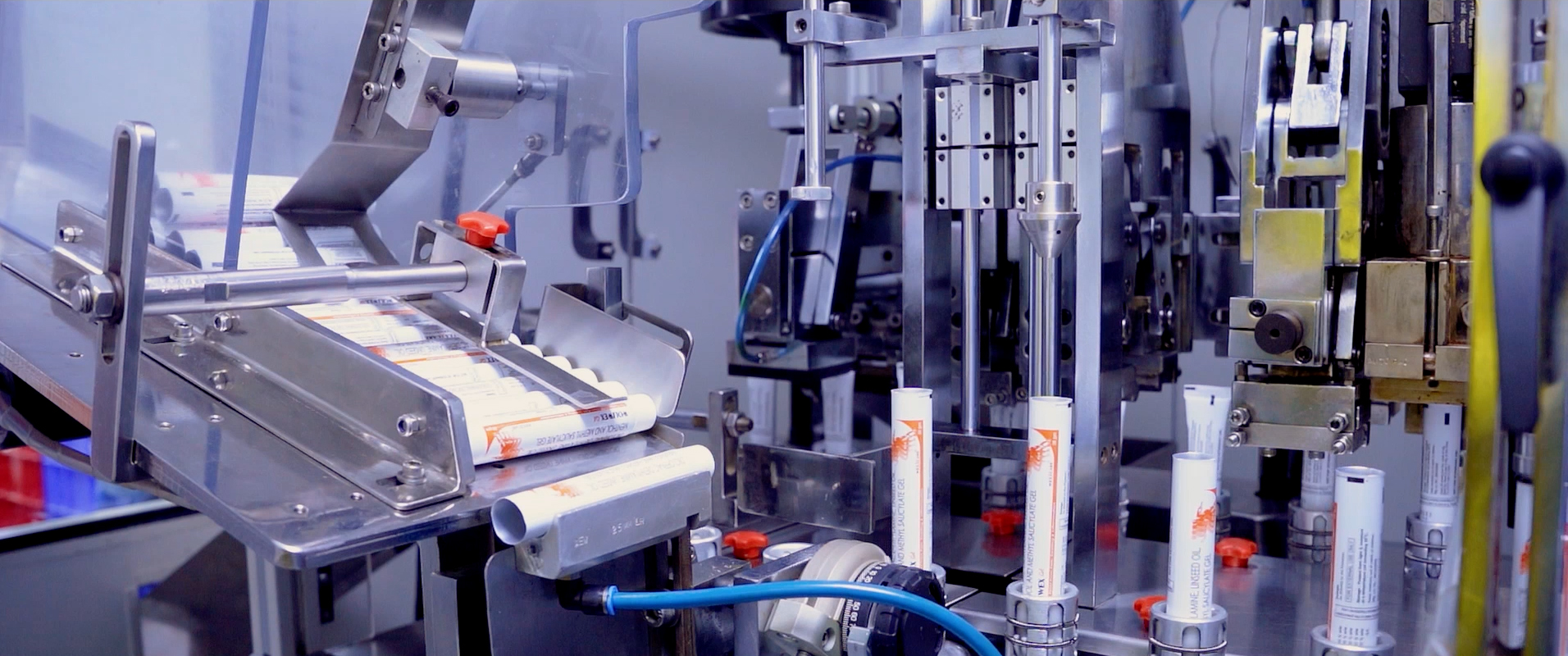
Evolet Healthcare has acquired Anchal Lifescience Pvt. Ltd. in October 2016 to start its own manufacturing activities in the Indian market. The manufacturing facility, located in Roorkee, Uttarakhand, underwent a major reconstruction in 2018, completed in 2020. The facility achieved WHO GMP compliance, receiving certification in December 2021. The company, renamed Evolet Pharmaceuticals Pvt. Ltd. in September 2021, manufactures high-quality pharmaceutical products for both domestic and international markets, symbolizing a successful evolution under new ownership.
WHO-GMP
Evolet Pharmaceuticals is proud to hold the prestigious WHO-GMP certificate, a testament to our unwavering commitment to quality and excellence in pharmaceutical manufacturing. This internationally recognized certification underscores our adherence to stringent global standards for the production and quality control of pharmaceuticals. At Evolet Pharmaceuticals, we prioritize the safety and well-being of our patients, and our WHO-GMP certification reflects our dedication to producing pharmaceutical products of the highest quality, ensuring they meet the most rigorous regulatory and quality assurance criteria. This certification serves as a mark of trust and assurance to our valued customers and partners, reinforcing our commitment to delivering safe, effective, and reliable healthcare solutions.
Formulation and Development
Evolet Pharmaceuticals takes pride in its comprehensive approach to pharmaceutical development, housing a dedicated Formulation and Development unit within our manufacturing facility. This specialized department is at the forefront of creating cutting-edge pharmaceutical solutions across various dosage forms, including tablets, capsules, external preparations, and internal preparations. Our experienced team collaborates closely to craft formulations that prioritize efficacy, safety, and patient compliance. Whether it’s optimizing the release profiles of tablets and capsules or formulating external preparations like creams and ointments for both therapeutic effectiveness and user comfort, Evolet Pharmaceuticals is committed to delivering innovative and high-quality pharmaceutical products that cater to the diverse needs of patients and healthcare providers.
At Evolet Pharmaceuticals, our reputation as an ethical and trustworthy company is well-established within the industry. We take immense pride in conducting our business with the utmost transparency and integrity, fostering strong relationships built on trust and honesty. Our commitment to ethical practices is a cornerstone of our operations. Moreover, several other factors contribute to our position as a leading entity in this field. Our state-of-the-art infrastructural facility is a testament to our dedication to quality and innovation. This advanced facility empowers us to conduct cutting-edge research, develop high-quality pharmaceutical products, and ensure the efficient production and delivery of medications that meet the highest industry standards. Evolet Pharmaceuticals remains at the forefront of the pharmaceutical sphere, continuously striving for excellence and setting a benchmark for ethical and quality-driven practices.
Evolet Pharmaceuticals is an industry leader known for its unwavering commitment to quality control and validation processes, which is a core strength of the company. We emphasize analytical method validation for precise testing, ensure manufacturing consistency through process validation, and maintain product quality through diligent stability data collection for both domestic and export products. Our meticulous approach underscores our dedication to delivering top-quality pharmaceutical products, reinforcing our reputation as a trusted healthcare solutions provider, both locally and globally.
Our Quality Assurance and Control teams are composed of highly qualified professionals. They maintain a constant vigil on product quality throughout the manufacturing process, employing validated analytical methods. Our technicians are extensively trained and continuously update their skills to stay competitive and maintain our competence. We take pride in having a cutting-edge Quality Control Laboratory on-site, staffed with a highly skilled Technical Team equipped with state-of-the-art QC apparatus. This infrastructure ensures that our manufactured products consistently meet high-quality standards. Quality Assurance is a dual-pronged approach. First, it involves integrating quality checks at each stage of every process. Second, it fosters a culture of quality consciousness within our organization. This means quality is ingrained in every aspect of our work. Our commitment to delivering the highest quality is backed by the right infrastructure in the right place.